80噸固定臺深喉沖床模具破損的原因?
文章出處:tohomachinery.com.cn 人氣: 發表時(shi)間:2022-07-30 16:37
80噸(dun)深喉沖床(chuang)是一(yi)款固定臺機(ji)械(xie)沖床(chuang),為(wei)開式C型(xing)機(ji)身設計,其(qi)設計原理是將圓(yuan)周運(yun)(yun)(yun)動(dong)(dong)轉(zhuan)換為(wei)直(zhi)線(xian)運(yun)(yun)(yun)動(dong)(dong),由主電(dian)動(dong)(dong)機(ji)出力,帶動(dong)(dong)飛輪(lun),經(jing)離合器帶動(dong)(dong)齒(chi)(chi)輪(lun)、曲軸(或偏心齒(chi)(chi)輪(lun))、連(lian)(lian)桿等運(yun)(yun)(yun)轉(zhuan),來達成(cheng)滑塊的(de)(de)直(zhi)線(xian)運(yun)(yun)(yun)動(dong)(dong),從(cong)主電(dian)動(dong)(dong)機(ji)到連(lian)(lian)桿的(de)(de)運(yun)(yun)(yun)動(dong)(dong)為(wei)圓(yuan)周運(yun)(yun)(yun)動(dong)(dong)。80噸(dun)固定臺深喉沖床(chuang)使用關鍵(jian)需要搭配(pei)合適(shi)的(de)(de)沖壓模具(ju),可完成(cheng)落料,沖孔,成(cheng)型(xing),拉深,修整,精沖,整形,鉚接及擠壓件等。

80噸固(gu)定(ding)臺深(shen)(shen)喉沖(chong)床(chuang)沖(chong)壓(ya)模(mo)具(ju)(ju)是(shi)由上模(mo)、上模(mo)座、下模(mo)座、刃(ren)口斜度、反側(ce)壓(ya)塊(kuai)、導(dao)板、導(dao)柱等許多(duo)部(bu)分組(zu)成。工件在沖(chong)床(chuang)的(de)沖(chong)壓(ya)與模(mo)具(ju)(ju)的(de)阻(zu)力共同作(zuo)用(yong)下產生塑性形變(bian)完成加(jia)工過程,沖(chong)床(chuang)模(mo)具(ju)(ju)是(shi)沖(chong)壓(ya)工藝必(bi)不可(ke)少的(de)一部(bu)分,沖(chong)床(chuang)模(mo)具(ju)(ju)的(de)精(jing)度很大程度上決定(ding)了(le)工件加(jia)工精(jing)度。那(nei)么,80噸固(gu)定(ding)臺深(shen)(shen)喉沖(chong)床(chuang)模(mo)具(ju)(ju)出(chu)現破損(sun)是(shi)什么原因呢?
1、檢查80噸固定臺深喉(hou)沖(chong)(chong)(chong)床沖(chong)(chong)(chong)裁模(mo)的制作材(cai)料是否(fou)合適(shi),相(xiang)應(ying)的熱埋件工藝是否(fou)合理。模(mo)料的熱處理工藝對模(mo)具材(cai)料有很大影響。如果模(mo)具的淬(cui)火溫度(du)(du)太高,淬(cui)火方式和時間不合理,回火次(ci)數和溫度(du)(du),彎管肘選擇不當等,都會導致(zhi)沖(chong)(chong)(chong)模(mo)后沖(chong)(chong)(chong)模(mo)損(sun)壞(huai)。落料孔設計或(huo)深度(du)(du)設計不充分,容易堵塞槽孔,落料板(ban)損(sun)壞(huai)。如果彈(dan)(dan)簧設計過小,或(huo)等高套不成比例(li),會引起彈(dan)(dan)簧斷裂、落料傾斜,造成重疊沖(chong)(chong)(chong)刷,損(sun)壞(huai)零(ling)件。80噸固定臺深喉(hou)沖(chong)(chong)(chong)床不正確的固定凸模(mo)或(huo)螺釘(ding)強(qiang)度(du)(du)不夠,會導致(zhi)凸模(mo)的脫落或(huo)斷裂。
2、80噸固定臺深喉沖床模具在使用時,零件的位置,方向等安裝錯誤,或者螺栓不(bu)(bu)牢。調(diao)高過低,導(dao)柱(zhu)潤(run)滑不(bu)(bu)足。送料(liao)設(she)備故障、壓機異(yi)常(chang)等,都會(hui)造(zao)成沖模損(sun)壞(huai)。如果有異(yi)物進入沖模、制件重(zhong)疊、廢料(liao)堵(du)塞等情況(kuang)不(bu)(bu)能(neng)及時處理, 繼續(xu)進行加工生產,則容易損(sun)壞(huai)沖模、凸(tu)模、下模和(he)導(dao)柱(zhu)。

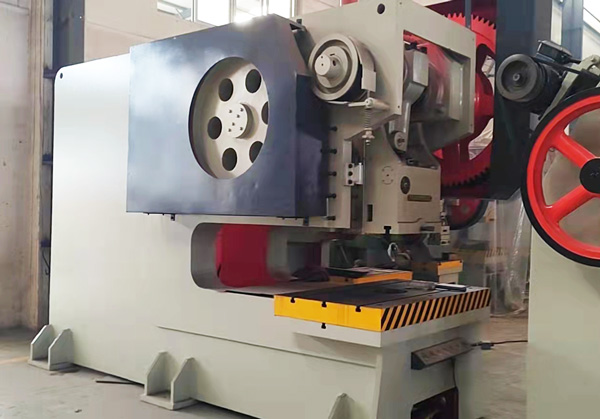
鋼板固定臺80噸深喉(hou)沖(chong)床
80噸(dun)固定臺深喉沖床模(mo)具的維護保養(yang)方法:
1、80噸固定臺(tai)深(shen)喉(hou)沖床模具應定期清洗和油潤。
2、不(bu)(bu)同(tong)板厚不(bu)(bu)同(tong)材(cai)質應(ying)選(xuan)用不(bu)(bu)同(tong)的下模(mo)(mo)間隙(xi),間隙(xi)過小易啃(ken)模(mo)(mo),過大則毛刺大。
3、不同(tong)材(cai)(cai)質板(ban)材(cai)(cai)應(ying)選(xuan)用不同(tong)材(cai)(cai)質模具,如不銹鋼及鋁銅板(ban),應(ying)選(xuan)用特殊用鋼。
4、要定(ding)期(qi)檢查(cha)80噸固定(ding)臺深(shen)喉沖床(chuang)上下的模座同軸(zhou)性,模位不正,容(rong)易單邊(bian)啃模或打壞模具(ju)。
5、成型(xing)模具應將(jiang)打擊頭從最低逐(zhu)步向上微(wei)調到適當位置,否則,容易一次就造成打散模具。
6、當發(fa)現(xian)上下(xia)模(mo)刃(ren)口磨損達R0.25毫(hao)米的(de)圓弧時,就(jiu)需要重新(xin)刃(ren)磨。
7、每次刃磨量(吃刀量)不應超(chao)過0.013毫(hao)米(mi),磨削(xue)量過大會(hui)造成模具表面過熱,相當于退火處(chu)理(li),模具變軟,大大降低了模具的壽命,刃磨時必須增加足夠的冷卻液。
8、刃(ren)磨完(wan)后(hou),邊緣部要油石(shi)處理(li),去掉過分尖銳的(de)棱線(xian),并退磁(ci)和上油。當入(ru)模(mo)深度不夠時,將打擊頭的(de)高度調整(zheng)為要求尺(chi)寸。
9、模具的(de)刃(ren)磨量(liang)是一定(ding)的(de),如果達到該(gai)數值,沖頭就(jiu)要報廢。如果繼續(xu)使用,容易造成模具和80噸固定臺深喉沖床的損壞,得不償失。更(geng)換模及刃模時(shi),啟動80噸固定臺深喉(hou)沖(chong)床(chuang)前(qian)后應注(zhu)意安全,以防設(she)備、模具、人身受損。
下一篇(pian):沒有了 上一篇:上一篇:鋼板100噸深喉沖床的制造特點
此文關鍵字:80噸,固定,臺深,喉,沖床,模具,破損,的,原因,



同類文章排行
- JB21S-160噸深喉沖床離合器的作用與檢修
- 80噸固定臺深喉沖床模具破損的原因?
- 200噸深喉沖床的工作原理及質量好的特點
- 鋼板100噸深喉沖床的制造特點
- 選擇深喉沖床廠家要看什么?
- 鋼板160噸深喉沖床(喉深1500mm)價格是多少?國標廠
- 曲柄125噸深喉機械沖床的操作規定標準
- 80噸固定臺深喉沖床JB21S-80T價格是多少錢?
- JB21S-鋼板125噸深喉沖床如何安裝沖壓模具?
- 80噸深喉沖床JB21S-80T沖床的優勢特點
新資訊文章
- 500噸框式液壓沖床電壓不穩定解決方法
- 160噸氣動沖床如何正確更換沖床模具?
- 小型沖床廠介紹沖床的應用范圍
- 沖床廠介紹沖床的4種加工方式詳細說明
- 沖床廠介紹沖床型號有哪些
- 怎樣正規保養沖床廠介紹沖床
- 沖床廠介紹沖床工作發熱對精度的影響
- J23各型號沖床廠介紹沖床技術參數
- 160噸液壓沖床常見故障原因與解決方法
- 裝在100噸深喉沖床上的模具為什么損壞那么快?
- 沖床廠介紹沖床配件是通用的嗎?
- 160噸沖床喉深800mm適合沖壓哪些產品?
- 沖床廠介紹沖床滑塊的設計原則
- 框架式500噸液壓沖床出現無故漏油的怎么辦?
- 沖床廠介紹沖床潤滑用什么潤滑油
- 沖床廠介紹沖床自身震動產生的原因是什么
- 沖床廠介紹沖床沖壓材料利用率是怎么計算的
- 沖床廠介紹沖床電機過熱是怎么造成的
- 沖床廠介紹沖床連桿斷裂的原因
- 怎樣防止沖床廠介紹沖床出現熱變形
您的瀏覽歷史

